
この記事は、以下の人を対象の記事となっております。
- 初めて光造形プリンターを稼働させるひと。(安全・快適に光造形を使ってほしい)
- 光造形3Dプリンターの購入を検討している人。(予備知識になる)
僕が使っている ANYCUBIC Photon シリーズの光造形3Dプリンターを使って、必要な道具、造形時の手順や注意点をご説明させていただきます。同じ機種でない方も参考になると思いますので、是非ご覧ください。
この記事が皆様の光造形ライフの糧になれば嬉しいです。
よろしくお願いします。
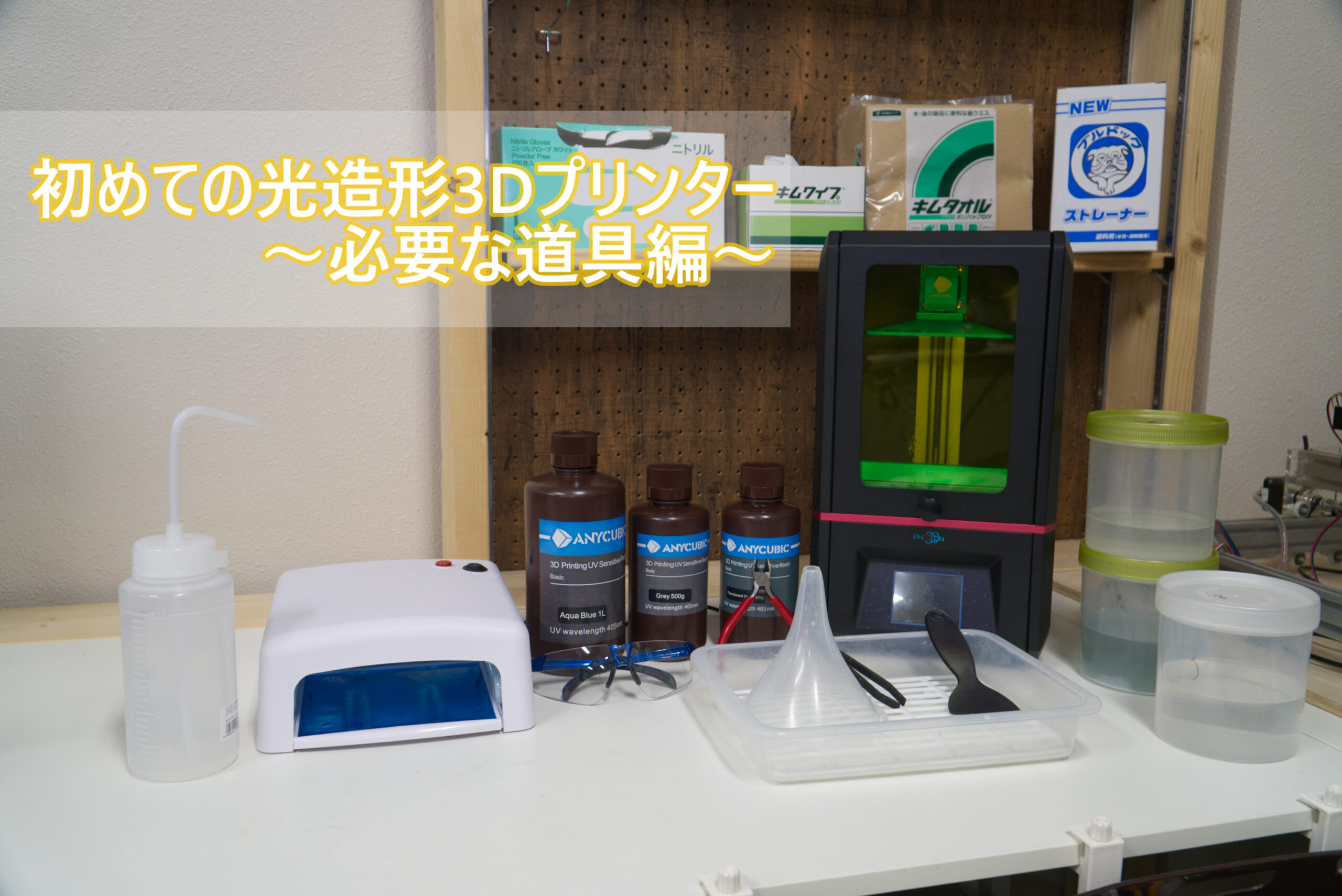
造形に必用な道具
造形に必用な道具をこちらの記事でご紹介しています。参考になると幸いです。

造形に必用な下準備
- 作業環境の確保
- 洗浄用タッパーにアルコールを入れておく
- キムタオルなど、汚れを拭き取れるものを開封しておく
- 造形用データの用意
1. 作業環境の確保
まずは作業環境の確保です。
当たり前のように感じると思いますが、光造形用3Dプリンターを使用するための作業環境を整えるのは結構大変です。
個人的にお勧めをする作業環境の条件は以下の通りです。
- 直射日光が当たらない環境。(レジンが紫外線で硬化するため。)
- レジン等がこぼれても清掃可能な床。(畳の部屋の場合はブルーシートなどを敷いておく)
- 直ぐ近くにゴミ箱を置いておく。
- 3Dプリンター本体やUVライトなどを置いても余裕がある広い机。
- 換気のしやすい部屋。(密閉空間で作業をすると、レジンや洗浄用アルコールの匂いで体調を崩す可能性があります。)
最も重要視してほしいのは一番最後の換気のしやすい部屋です。
僕自身、気化したアルコールを吸いすぎて体調を崩したことがあります。純粋に匂いが嫌いな人もいると思うので最低限換気が出来る環境は用意したほうが良いでしょう。
また、難易度は高いですが、近くに水道があると良いです。
レジンが手についたときに直ぐに洗い流せたり、使用した機材の洗浄が手早く行えます。
2. 洗浄用タッパーにアルコールを入れておく
忘れがちですが、購入したタッパーに洗浄用アルコールを入れておきましょう。
アルコールの出し入れをする際は火気厳禁です。
タバコを吸っている方は、絶対に作業場に灰皿を持ち込まないよう注意してください。
3. キムタオルなど、汚れを拭き取れるものを開封しておく
キムワイプやキムタオル等、商品は何でも良いですが、汚れを拭きとれるものは開封しておきましょう。
机や床にレジンをこぼしてしまったり、服にレジンを付着させてしまったり等、キムタオル等を使う時は予期せずにやってきます。
直ぐに使えるよう、開封して手の届く範囲に置いておきましょう。
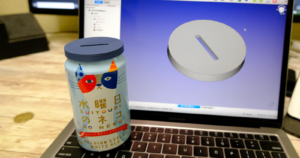
4. 造形用データの用意
最後に造形用データの用意です。
自分で設計した3Dデータやダウンロードしてきた3Dデータを造形用のデータに変換します。
ほとんどの場合は、3Dデータの形式をSTLデータに変換 → 3Dプリンター付属のスライスソフトで造形用データに変換 の流れになると思います。
お好みの大きさに調整して造形しましょう
造形開始~部品完成まで
- プラットフォームの”原点”と”水平”の調整
- レジンの注入
- 造形
- 造形物の洗浄
- 造形物の二次硬化
- レジンを容器に戻す
- 機材の洗浄
- サポートの除去
- 完成
1. プラットフォームの”原点”と”水平”の調整
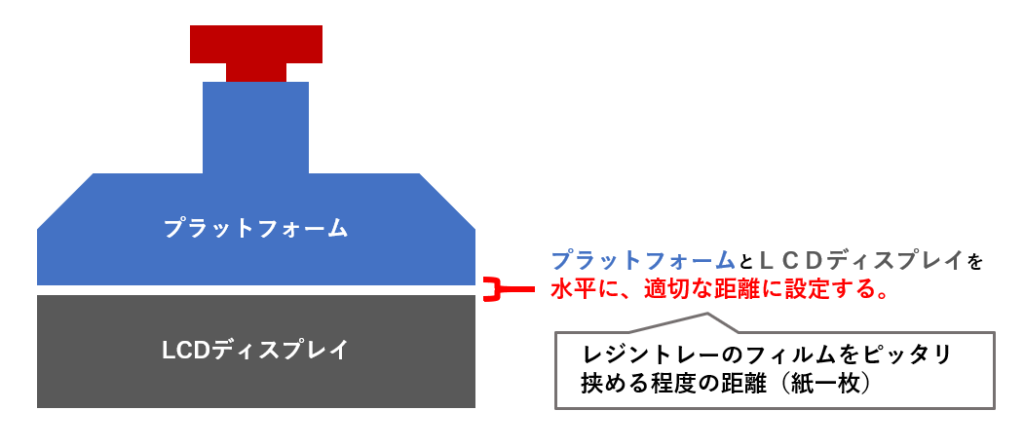
造形成功の為に最も重要となるプラットフォームの原点と水平の調整を行います。
僕が使っているANYCUBIC Photon SではA4コピー用紙の厚さを目安にプラットフォームとLCDディスプレイの距離を設定します。
まず、3Dプリンターからレジンタンクを取り外します。

続いて、プラットフォームの角度を固定しているねじを緩めます。
画像の赤矢印の部分の穴に、M4サイズのレンチで回る六角ネジが締められているので緩めます。
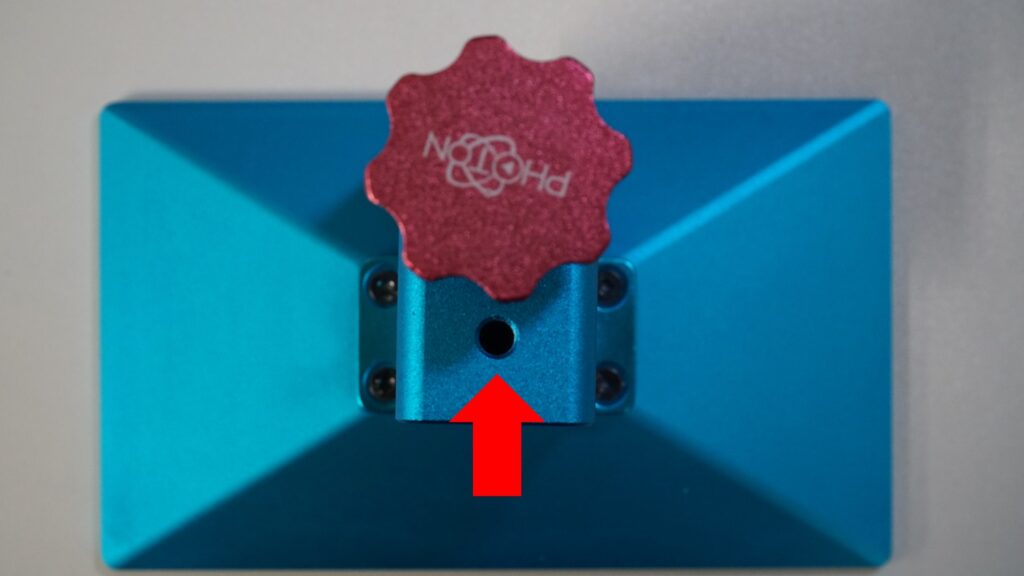
緩めると、プラットフォームをカタカタと動かすことができます。
プラットフォームを緩めたら、
- メニュー画面のTools
- Move Z
の順で、画面移動をします。



そしたら、LCDディスプレイに当たらない程度にプラットフォームを下げていきます。
この時、下げるボタンを連続で押してしまうと、想定よりプラットフォームが下がってしまい、LCDディスプレイを壊してしまう可能性があるので、一回一回ボタンを押すようにしましょう。

プラットフォームとLCDディスプレイの間に、A4コピー用紙(半分にカットしたもの)を挟み、プラットフォームを少しずつ下げていきます。
プラットフォームとLCDディスプレイでコピー用紙をはさんだ時、コピー用紙を動かそうとすると、「少し抵抗を感じるけど、滑らかに動く」程度の挟み具合にしましょう。
A4の紙をはさんだ状態が、レジンタンクのフィルムを挟んだ状態とほぼ同じになります。

コピー用紙を適度に挟み込んだ状態で、一番最初に緩めたネジを締めプラットフォームを固定します。
その後、Toolsメニュー画面に戻り、「Z=0」を選択し、原点を出します。
以上の作業で”原点出し”と”水平出し”は完了です。
作業完了後はレジントレーを3Dプリンターに戻すため、最後にMove Zの画面でプラットフォームを上げておきましょう。
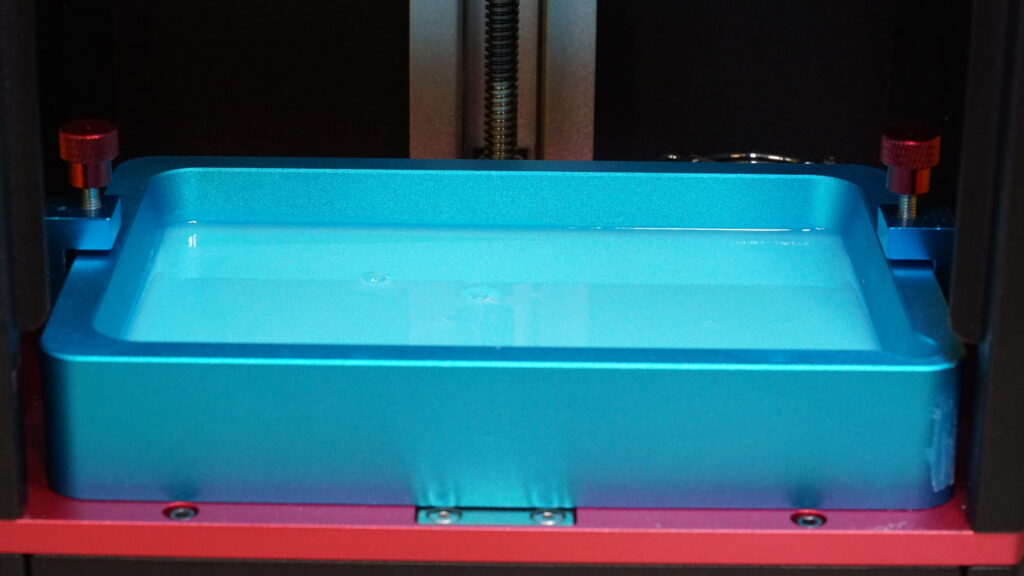
2. レジンの注入
3Dプリンターの準備が整ったら、光造形3Dプリンターのレジントレーにレジンを注入します。
この時、レジンを入れる量は多くてもトレーの深さの2/3~3/4程度にとどめておきましょう。
最初にレジンを多く入れすぎると、プラットフォームがレジントレーに沈んだ瞬間にレジンがあふれ出してしまい、3Dプリンター本体が壊れてしまう可能性があります。
3. 造形
いよいよ造形です。
自分の好きなデータを選び、造形を開始します。
メインメニューのPrintから自分の好きなデータを選び印刷していきます。

もし、USBに入れたはずのデータが表示されないときは、以下の点について確認してみてください。
- 出力したデータの拡張子が「.pws」になっているか確認する。
- 印刷用のUSBに「.pws」拡張子以外のファイルが入ってないか確認する。
※今回使用しているANYCUBIC Photonの場合の注意点です。
液晶に残りの造形時間が出ていると思うので、表示されている造形時間は待機します。
特に監視している必要はありませんが、プラットフォームが沈んでいく様子は眺めちゃいますよね。
造形直後に撮影した写真が非常にカッコイイので載せておきます。

3+α 造形に失敗したら。。。
光造形3Dプリンターで高確率で発生する失敗は、プラットフォームに造形物が付かずに造形ができない失敗です。
この失敗は大抵の場合、以下の原因を解消すると改善します。
- プラットフォームのZ軸原点の位置が適切ではない。(LCDディスプレイから遠すぎる)
- UVの照射時間が短い。
完全に経験則なので参考までに。
4. 造形物の洗浄
造形が完了後、プラットフォームから造形物を取り外して洗浄を行います。
スクレーパーで造形物を取り外し、トレーへ落とします。
取り外した造形物をピンセットでつかみ、洗浄用アルコールにつけて振ることによって、余計なレジンを落とします。
僕は三次洗浄まで行いますが、二次洗浄で十分な気がしてます。
洗浄の終わった造形物は、キムタオル等でしっかりとアルコールを拭きとります。
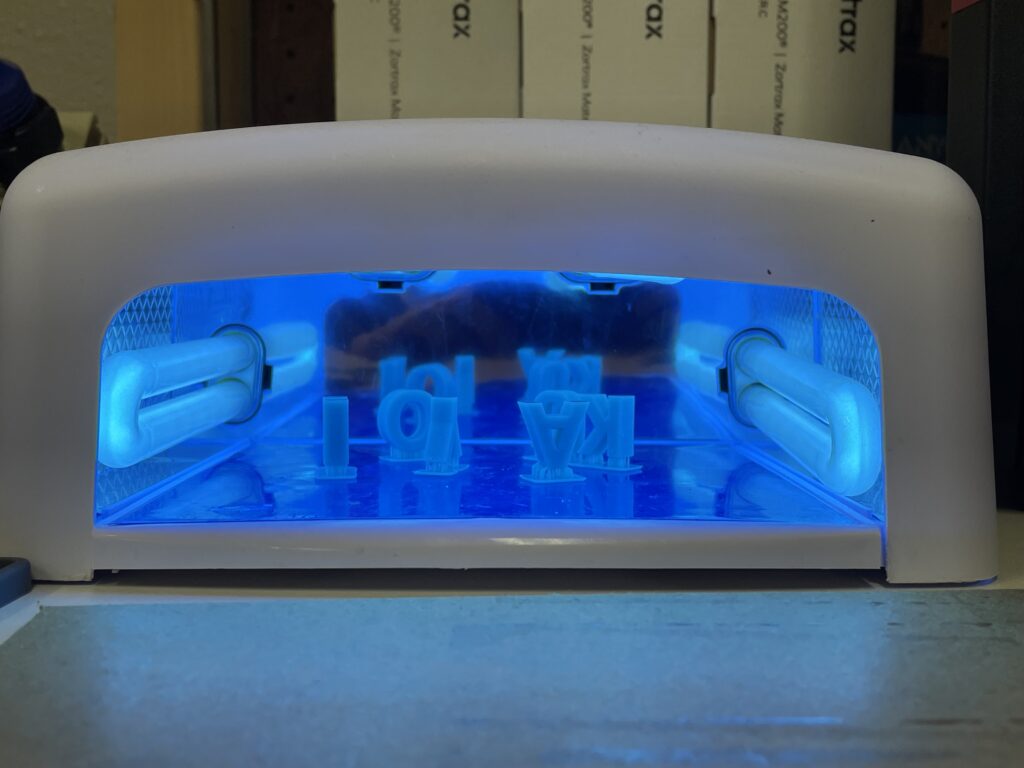
5. 造形物の二次硬化
洗浄を終えた造形物をしっかりと硬化させるため、二次硬化という作業を行います。(二次硬化について~道具編~で詳しく説明しています。)
今回僕は4分程度の二次硬化を行いました。
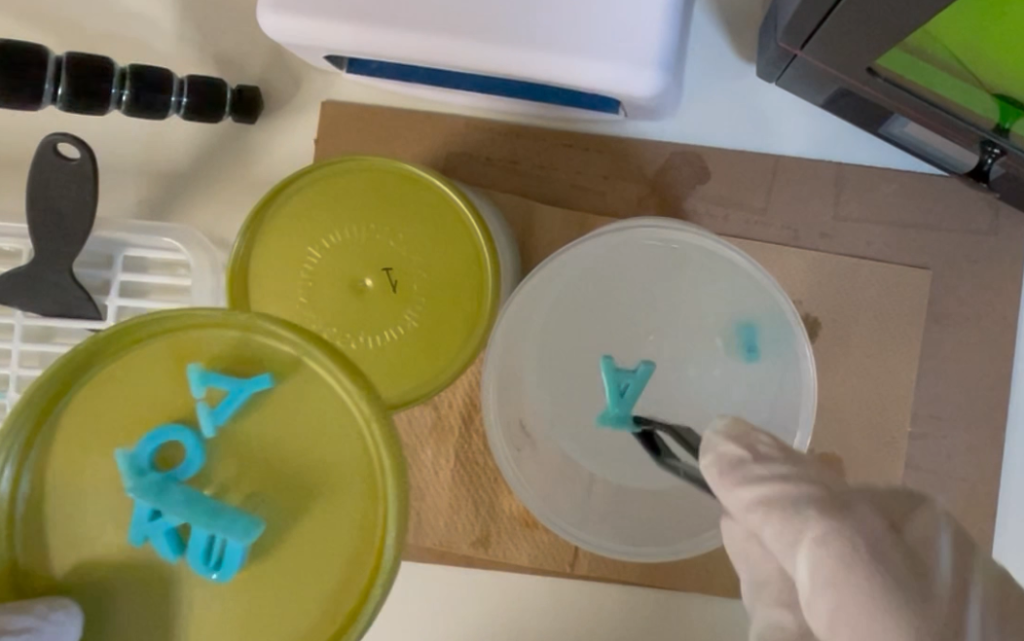
6. レジンを容器に戻す
造形物を二次硬化している間に、余ったレジンを容器に戻します。
容器に漏斗を差し込み、漏斗にストレーナーを被せた状態で、レジンをろ過しながら容器に戻します。
レジントレーに残ってしまうレジンは、スクレーパーを料理用のヘラのように使って落とします。

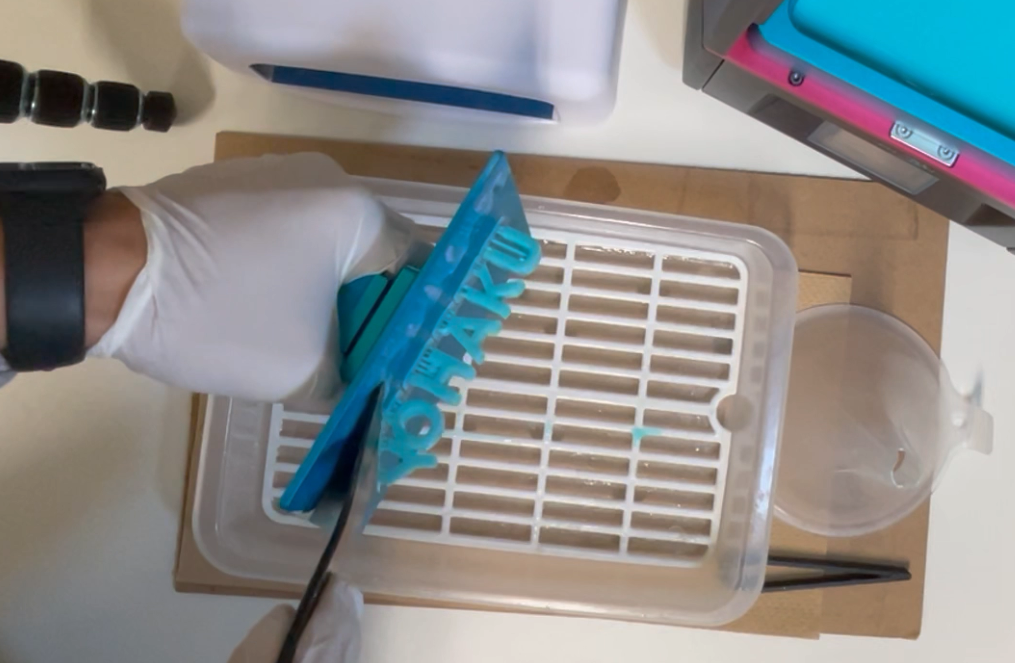
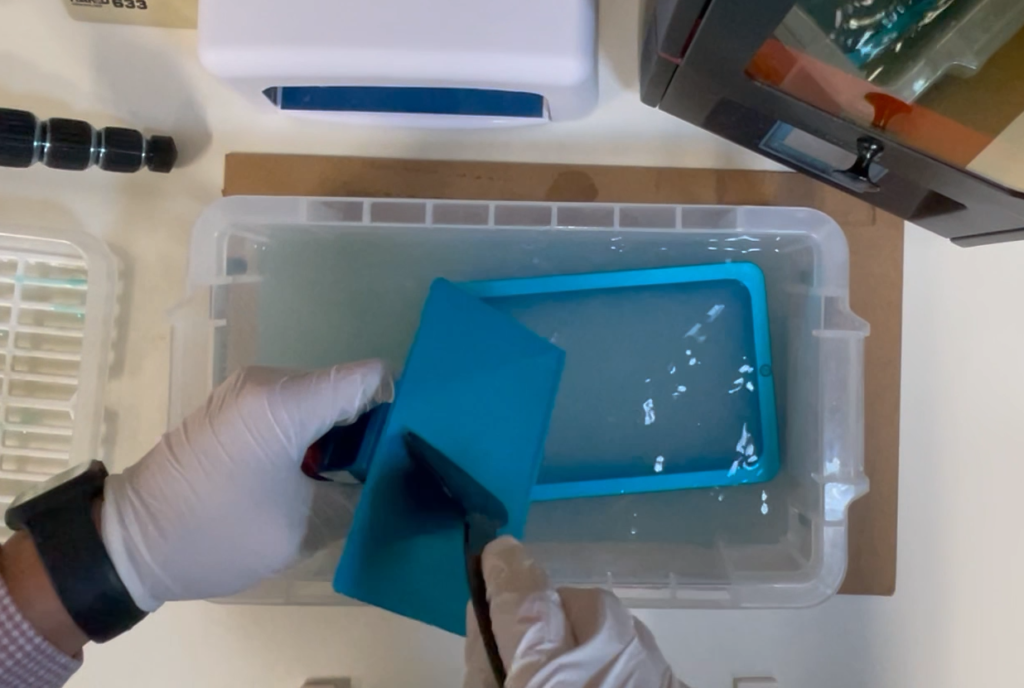
7. 機材の洗浄
レジンを容器に戻したら、レジントレー、プラットフォーム、スクレーパー等の使用した機材の洗浄を行います。
僕は、大き目の容器に洗浄用アルコールを入れて、その中に機材を沈めて洗浄しています。
写真はアルコールを使いながらスクレーパーでゴシゴシと汚れを落としている様子です。
洗浄し終わった機材は、キムタオル等でしっかり拭きましょう。
※かなりアルコールの匂いが充満してしまう作業なので換気をしながら行う、マスクと安全眼鏡をする等の対策をしましょう。
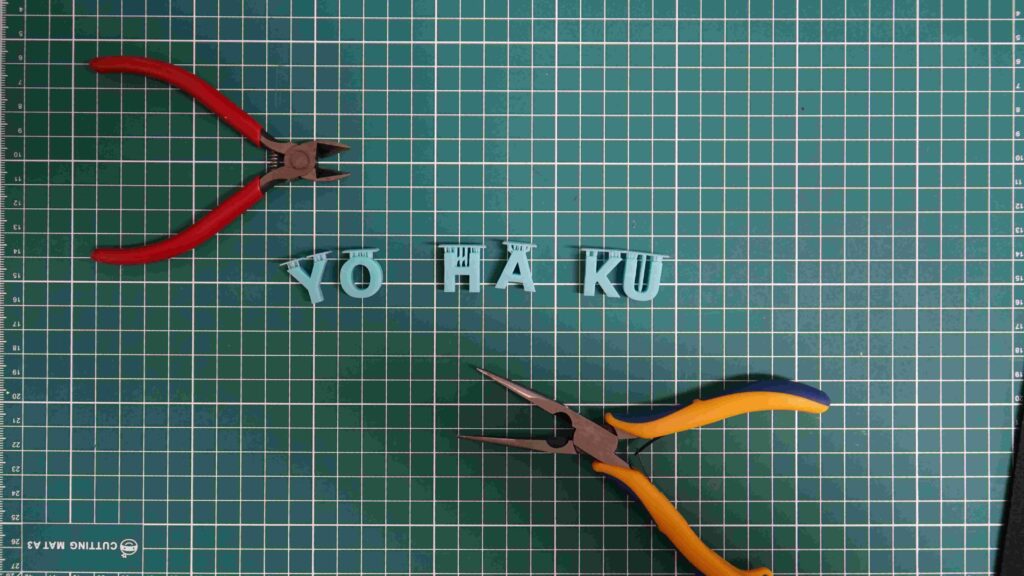
8. サポートの除去
二次硬化が終わった造形物からサポートを除去します。
ニッパー等で根本を切り落とした後は、紙やすり等でサポートがついていた部分の表面を磨くと綺麗になります。
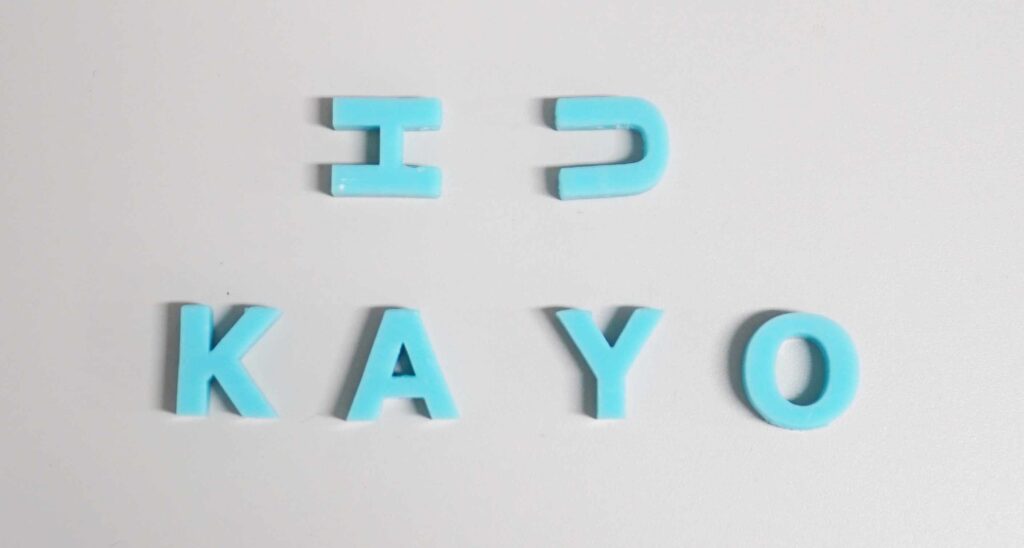
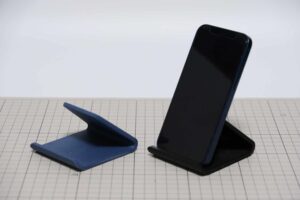
9. 完成
サポート除去を終えたら完成です!!

皆様お疲れさまでした。
最近は光造形3Dプリンターの価格がとても安く、今回僕が使った「ANYCUBIC Photon 」という3Dプリンターは2年前に2万円程度で購入しました。
安くて精度の良い光造形ですが、十分注意して使用しないと体に悪影響を及ぼす可能性があります。
皆さん健康第一でモノづくりを楽しんでください。
ここまで読んでいただきありがとうございました!!
以上YOHAKUでした。








コメント